
Рекомендації щодо ефективної експлуатації стрічкових пил по металу
Використовуйте технічні характеристики, наведені нижче, для підбору кроку зубця, або запитайте у нас, і ми підберемо для Вас найбільш ефективне рішення порізки.
| Вуглецеві та біметалеві пили | Стрічкові пили з напайками | ||||
| Переріз | Крок зубця | Переріз | Крок зубця | Переріз | Крок зубця |
| < 10 мм | 14 | < 25 мм | 10/14 | 50-120 мм | 3/4 |
| 10-30 мм | 10 | 15-40 мм | 8/12 | 100-250 мм | 2/3 |
| 30-50 мм | 8 | 25-50 мм | 6/10 | 150-400 мм | 1,5/2 |
| 50-80 мм | 6 | 35-70 мм | 5/8 | 350-600 мм | 1,1/1,6 |
| 80-120 мм | 4 | 40-90 мм | 5/6 | > 500 мм | 0,85/1,15 |
| 120-200 мм | 3 | 50-120 мм | 4/6 | ||
| 200-300 мм | 2 | 80-150 мм | 3/4 | ||
| 300-700 мм | 1,25 | 130-350 мм | 2/3 | ||
| > 600 мм | 0,75 | 150-450 мм | 1,5/2 | ||
| 200-600 мм | 1,1/1,6 | ||||
| > 500 мм | 0,75/1,25 | ||||
| S мм товщина стінки | D мм зовнішній діаметр | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 12/16Р | 12/16Р | 12/16Р | 12/16Р | 8/11Р | 8/11Р | 8/11Р | 8/11Р | 5/7Р |
| 3 | 14 | 12/16Р | 12/16Р | 8/11Р | 8/11Р | 8/11Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р |
| 4 | 12/16Р | 12/16Р | 8/11Р | 8/11Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р | 5/7Р | 4/6Р |
| 5 | 12/16Р | 12/16Р | 8/11Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р |
| 6 | 12/16Р | 12/16Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р |
| 8 | 12/16Р | 8/11Р | 8/11Р | 5/7Р | 5/7Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р |
| 10 | 8/11Р | 5/7Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | |
| 12 | 8/11Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | |
| 15 | 8/11Р | 5/7Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | |
| 20 | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 3/4Р | ||
| 30 | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 4/6Р | 3/4Р | 2/3Р | |||
| 50 | 4/6Р | 3/4Р | 3/4Р | 2/3Р | ||||||
| 80 | 3/4Р | 2/3Р | 2/3Р | |||||||
| > 100 | 2/3Р | 1,5/2 | ||||||||
Обкатка нових пил
Гострота пилки, яка є умовою її нормальної роботи, досягається за рахунок дуже малого радіуса ріжучих кромок. Для досягнення довгого часу експлуатації пили рекомендуємо провести обкатку нових пил. Для цього необхідно встановити швидкість різання і подачу на рівні 50% від робочих режимів. Цим ми перешкодимо утворенню в каналі різу мікрочастинок від нових ріжучих граней, які можуть привести до абразивного затуплення пили. Крім того, нові пили зазвичай схильні до вібрацій. За допомогою поступової обкатки нової пили можна уникнути цих небажаних явищ і отримати тим самим інструмент, який буде працювати довго і надійно. Небажані вібрації зазвичай виявляють себе специфічним звуком (вереском), тому при появі цього звуку треба знизити швидкість різання.
Ми рекомендуємо наступний процес обкатки:
- У менших розмірів рекомендуємо виконати процес обкатки в цілому на 300 см2
- У великих розмірів процес обкатки може зайняти 15-30 хвилин. Після обкатки можна збільшити параметри різу до рекомендованих робочих.
Контроль стружки
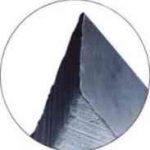
У процесі різання необхідно, щоб кожен черговий зуб пили входив в тіло матеріалу, що розрізається, на оптимальну глибину. Це визначається правильним поєднанням трьох величин: кроку зубця, швидкістю пили і її подачею. Правильність різу можна оцінити по виду стружки, яка утворюється під час різу. Види стружки дані на відповідних ілюстраціях:
Тонка або порошкоподібна стружка – необхідно збільшити подачу або зменшити швидкість руху пили.
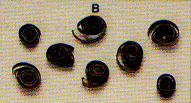
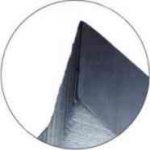
Товста, важка або синя стружка – занадто висока подача. Необхідно збільшити швидкість пили або зменшити подачу.
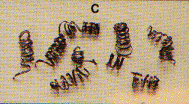
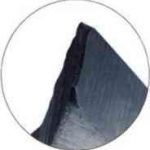
Нормальна спіралеподібна стружка – нормальні параметри різання.
Пиляння заготовок змішаних перетинів
При пилянні змішаних перерізів цілісних заготовок з шириною в поперечнику від 50 до 150 мм ми також рекомендуємо використовувати полотна зі змінним кроком 4/5 як альтернативу постійної зміни полотен з кроку 4/6 на 3/4 і назад. Використовуйте полотна з профілем зуба, маючим додатний передній кут (K, D, M або R в залежності від типу полотна)
Різка загартованих матеріалів
Для загартованих матеріалів (> 1200 N/mm), будь ласка, використовуйте полотна з кроком, більш дрібним ніж зазначено в таблиці.
Різка нержавіючої сталі та алюмінію
Для різання нержавіючої сталі та алюмінію ми рекомендуємо використовувати стрічкове полотно з більшим кроком зуба, ніж вказано в таблиці.
Фахівці компанія «ПРАКТИКА УКРАЇНА» із задоволенням підберуть інструмент для кращих результатів порізки в умовах Вашого виробничого процесу і задачі, а також дадуть відповідь на будь-які запитання.
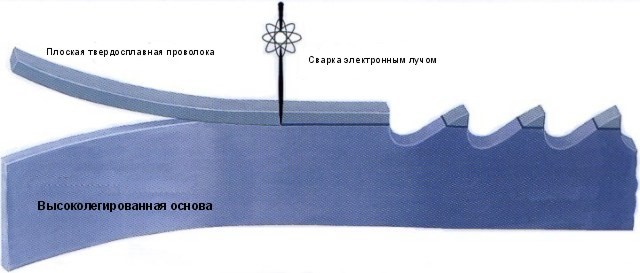
Для наших біметалевих пил використовуються два типи швидкорізальних матеріалів, які утворюють кінчики зубів та їх ріжучі грані.
M 42 Цей матеріал ідеальний, майже універсальний інструмент для різання широкого спектру металів, включаючи інструментальні сталі до твердості 45 HRC.
M 51 Цей матеріал підходить для різання аустенітних металів з високим вмістом хрому та нікелю за твердості до 50 HRC. Використовується також для різання матеріалів, що утворюють довгу стружку і мають здатність до холодного штампування. Зважаючи на свою твердість не рекомендується для виконання різання в умовах вібрації.